
Nozioni di base sul rivestimento dei profili

Che cosa significa "rivestimento di profili"?
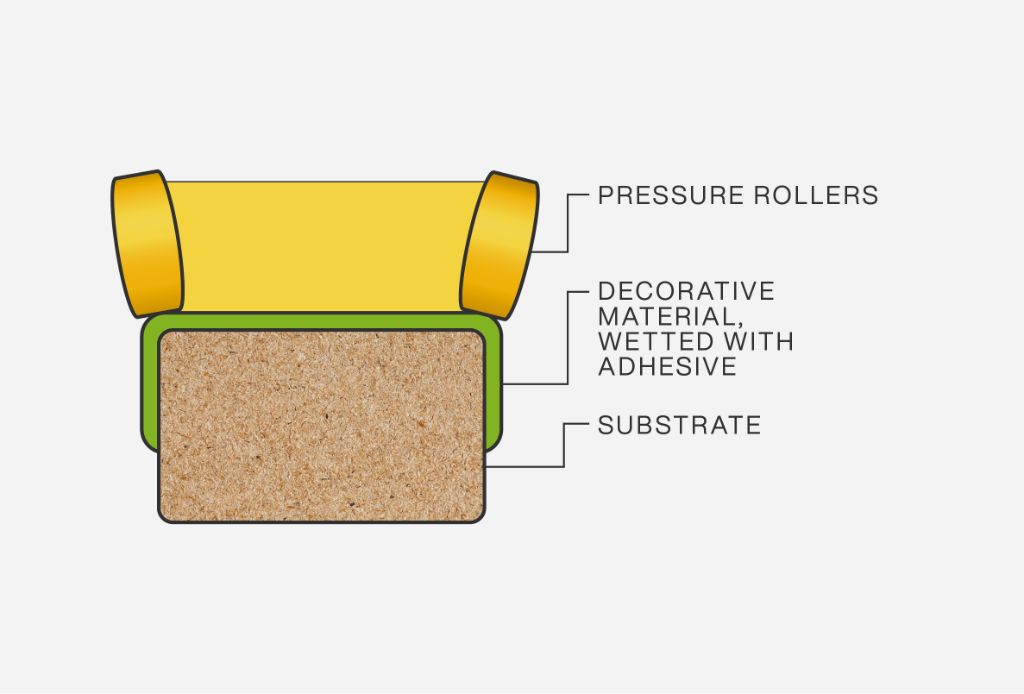
Il rivestimento di profili è un processo mediante il quale una superficie decorativa viene laminata su un substrato lineare. Il procedimento viene eseguito per mezzo di una macchina di rivestimento per profili.
Sinonimi: foiling / laminazione / rivestimento di profili
Il processo
Il rivestimento dei profili è un processo di finitura superficiale che offre un'ampia scelta di diversi modelli, colori e qualità, dalla carta al PVC (cloruro di polivinile), PP (polipropilene) o – più tradizionalmente – impiallacciati e altro materiale idoneo.

Applicazioni
Le principali applicazioni del rivestimento dei profili sono:
- legno (composito)
- Settori di lavorazione del PVC (produzione di mobili, produzione di finestre ecc.)
Ecco perché questo tipo di finitura superficiale si adatta rapidamente alle nuove tendenze nel campo della decorazione per finiture tipo legno, cemento o metallo.
Diversi decenni fa, le superfici decorative, principalmente impiallacciature in legno, venivano laminate manualmente su un substrato. I macchinari di rivestimento per profili sono stati inventati proprio per rispondere alla crescente domanda di mobilio all'inizio degli anni '60.
Inoltre hanno giocato un ruolo fondamentale anche la pressione sui costi e sui prezzi, nonché le esigenze dei clienti nel campo del design delle superfici.
Il processo nobilita, tra gli altri, materiali residui come i trucioli di legno trasformati in profili MDF, ed è pertanto alla base di una produzione di mobili economica e sostenibile.

Tutti i vantaggi del rivestimento dei profili
Uno dei principali vantaggi del rivestimento dei profili è la flessibilità che offre in termini di design. Qualunque cosa stampabile su carta o realizzabile come materiale superficiale in PVC può essere utilizzata per decorare profili. Soprattutto in tempi di grande individualizzazione, questa flessibilità è diventata un fattore importante.
Inoltre, i profili con superficie rivestita hanno ovviamente qualità superiori come una maggiore resistenza ai raggi UV, all'umidità o ad altri agenti.
Lavorando con materiali superficiali impiallacciati, grazie al rivestimento dei profili è possibile produrre mobili con l'autentico aspetto del legno.

Cassetti

Battiscopa

Infissi

Cornici per foto
Scopri le nostre linee di rivestimento per profili in PVC o legno (compositi)

Soluzioni per il rivestimento dei profili: efficienti e affidabili
Nel settore siamo conosciuti come i produttori di linee di rivestimento di profili più innovativi.
Integriamo i più recenti progressi tecnologici nelle nostre macchine, sistemi di controllo e componenti per offrire ai nostri clienti la possibilità di produrre con la massima efficienza, generando risultati di alta qualità in modo affidabile e ripetibile.

Il futuro del rivestimento dei profili marcato Düspohl
Parliamo di automazione: Düspohl produce linee classiche con sistemi di controllo PLC standard, ma anche linee di rivestimento di profili con il più alto grado di automazione disponibile a livello mondiale: le RoboWrap.
Questa linea integra robot a sei assi e un software avanzato sviluppato in collaborazione con diversi istituti scientifici.
Combiniamo questa attenzione alla tecnologia con oltre 50 anni di esperienza e la realizzazione nel minimo dettaglio di numerose soluzioni intelligenti legate ai sistemi meccanici e di controllo
Hai un progetto da sottoporci?
Ti aiuteremo a trovare la migliore soluzione di rivestimento di profili per il tuo settore.