
Grundlagen der Profilummantelung

Was bedeutet Profilummantelung?
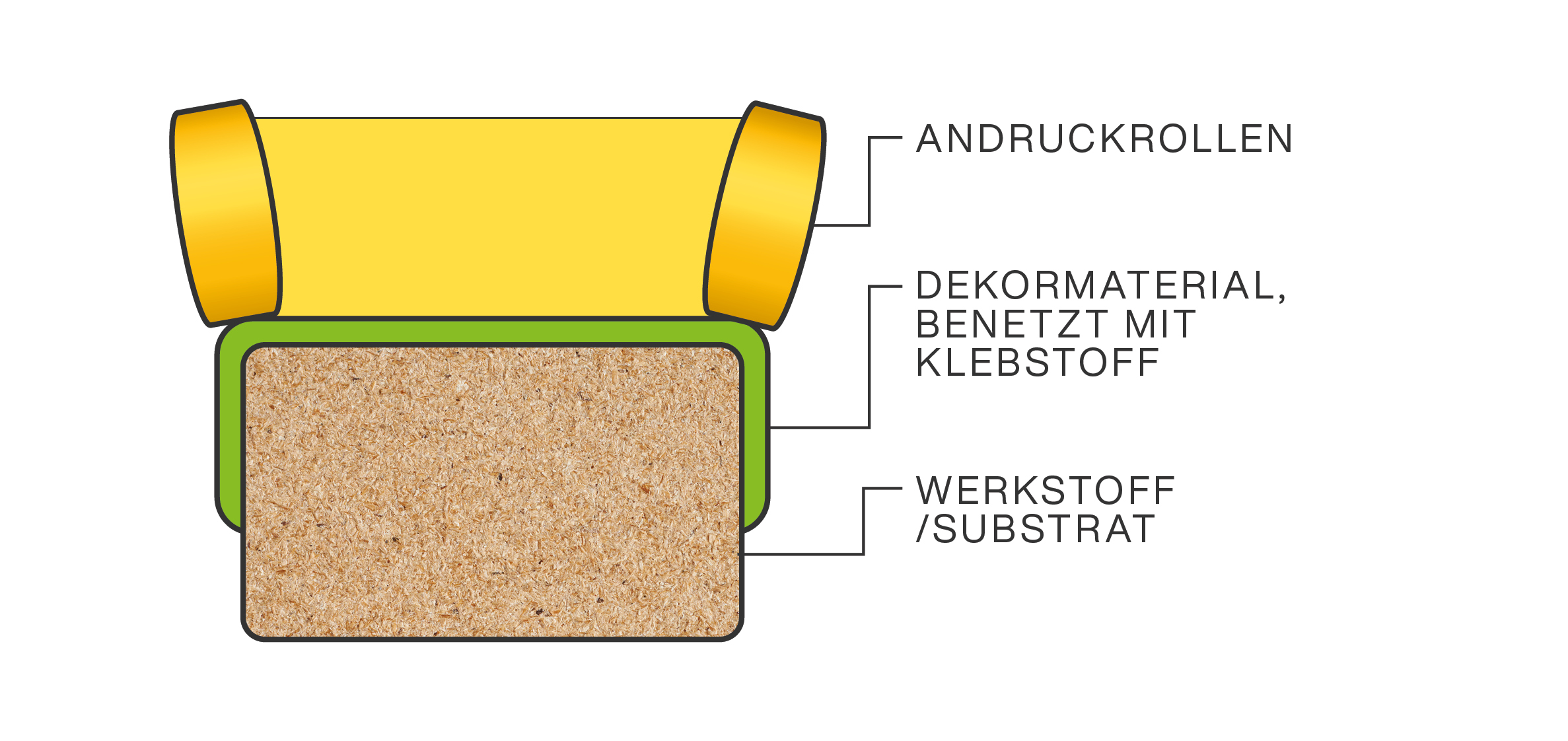
Profilummantelung ist ein Verfahren durch das eine dekorative Oberfläche auf ein Trägermaterial in geradliniger Form laminiert wird. Das Laminieren erfolgt mit einer Profilummantelungsmaschine.
Synonyme: Folieren / Kaschieren / Ummanteln
Über das Verfahren
Profilummantelung ist ein Oberflächenveredelungsverfahren, das eine große Auswahl an unterschiedlichen Dekoren, Farben und Qualitäten von PVC(Polyvinylchlorid) über PP (Polypropylen) bis zu Papier sowie – ganz klassisch – Furnier und anderen geeigneten Materialien ermöglicht.
Die Hauptanwendungen der Profilummantelung oder -kaschierung sind bei
- Holz(werkstoffe)
- Kunststoff verarbeitenden Industrien (Möbelindustrie, Fensterherstellung,…).
Diese Art der Oberflächenbeschichtung passt sich somit schnell an neue Trends an, ob es bestimmte Holztöne, Beton- oder Metalloptiken sind.
Vor einigen Jahrzehnten wurden dekorative Oberflächen, meist Furnier, händisch auf ein Substrat laminiert. Die steigende Nachfrage nach Möbeln in den 1960ern war der Auslöser für die Erfindung der Profilummantelungsmaschine. Eine der ersten Profilummantelungsanlagen wurde von Reinhard Düspohl, der die Firma 1967 gründete, gebaut.
Auch der Kosten- und Preisdruck sowie die Ansprüche der Kunden in Bezug auf das Oberflächendesign spielten eine relevante Rolle.
Da der Prozess unter anderem Restmaterialien wie Holzspäne, die zu MDF verarbeitet wurden, veredelt, ist er Teil einer wirtschaftlichen und nachhaltigen Möbelproduktion.

Schubkästen

Leisten

Fensterprofile

Bilderrahmen
Entdecken Sie die Anlagen
für Profilummantelung
von Holz und PVC Profilen

In der Branche ist Düspohl als innovativster Hersteller von Profilummantelungsanlagen bekannt.
Wir integrieren die neuesten technologischen Möglichkeiten in unsere Maschinen, Steuerungssysteme und Komponenten, damit unsere Kunden stets auf die effizienteste Art produzieren und dabei zuverlässig sowie wiederholbar qualitativ hochwertige Ware produzieren.

Was die Automatisierung angeht, bietet Düspohl sowohl klassische Anlagen mit Standard SPS-Steuerungen als auch Foliermaschinen mit dem höchsten Automatisierungsgrad, der weltweit je realisiert wurde.
Dieser Anlagentyp – die RoboWrap – arbeitet mit sechs-achsigen Knickarmroboter und einer spezialisierten Software, die in Kooperation mit mehreren wissenschaftlichen Instituten entwickelt wurde.
Möchten Sie Ihr Projekt mit uns erarbeiten?
Wir helfen Ihnen die besten Lösungen für Ihr Projekt zu finden.