
Profile wrapping basics

What does profile-wrapping mean?
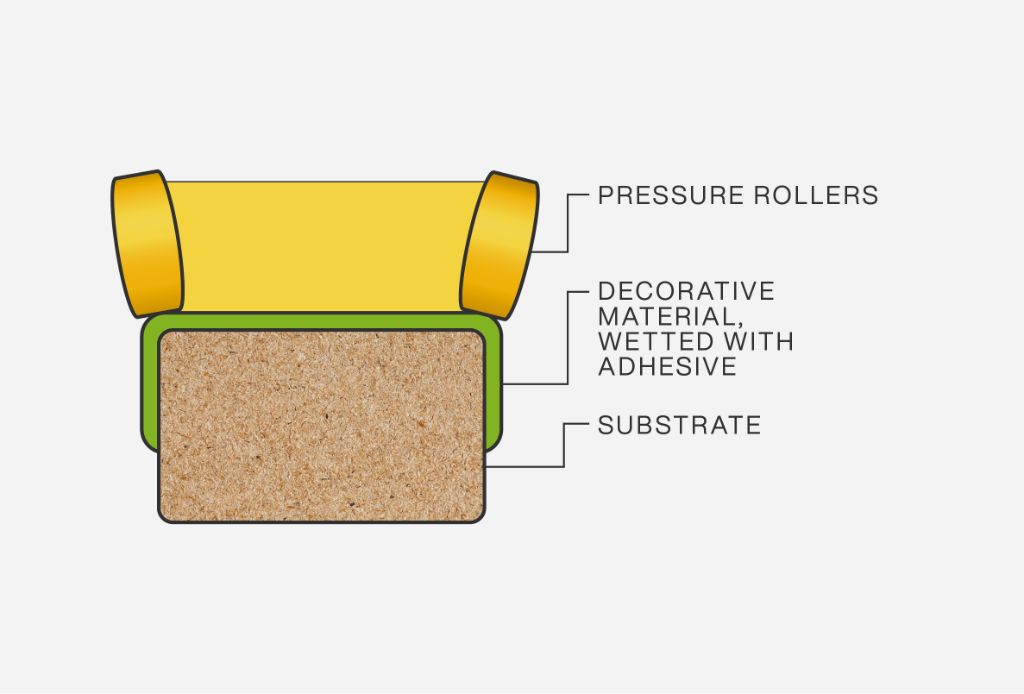
Profile wrapping is a process by which a decorative surface is laminated onto a substrate in linear form. This is done by means of a profile wrapping machine.
Synonyms: foiling / laminating / profile wrapping
Profile wrapping: the process
Profile wrapping is a surface finishing process that offers a large choice of different patterns, colours and qualities, going from paper to PVC (polyvinyl chloride), PP (polypropylene) or – more classic – veneer and other suitable material.

Applications of profile wrapping
The main applications of profile wrapping are:
- wood (composite)
- PVC processing industries (production of furniture, window manufacturing,…)
That is why this kind of surface finishing quickly adapts to new trends in decoration – whether it is a certain wood type, concrete or metal look.
Several decades ago, a decorative surface - mainly wood veneer - was manually laminated onto a substrate. Profile wrapping machines were invented because of the increasing demand for furniture at the beginning of the 1960s.
Apart from this, the cost and price pressure as well as the requirements of the customers regarding the surface design played a substantial role.
Since the process ennobles, among others, residual materials like wood chips converted to mdf profiles, it supports an economic and sustainable furniture production.

All the advantages of profile wrapping
One major advantage of profile wrapping is the flexibility it offers in terms of design. Whatever you can print on paper or produce as PVC surface material, can decorate the profile. Especially in times of higher individualisation, this flexibility has become an important factor.
Also, profiles with a wrapped surface obviously have improved qualities like higher resistance against UV rays, humidity or other influences.
Working with veneer as surface material, profile wrapping allows you to produce pieces of furniture with an authentic wood look.

Drawers

Skirting boards

Window frames

Picture frames
Discover our profile wrapping
lines for PVC or wood
composites

Profile wrapping solutions: efficient and reliable
In the sector, we are known as the most innovative profile wrapping lines manufacturer.
We integrate the latest technological possibilities into our machines, control systems and components to make sure our customers produce in the most efficient way, generating high quality output reliably and repeatedly.

The future of profile wrapping made by Duespohl
Automation-wise, Duespohl manufactures classic lines with standard PLC control systems as well as the profile wrapping lines with the highest degree of automation that has been realised worldwide: the RoboWrap.
This line integrates six-axes robots and an advanced software developed in cooperation with several scientific institutes.
Do you have a project to discuss with us?
We’ll help you find the best profile wrapping solution for your industry.